AERO-LIFT Blog
In luftiger Höhe: Vakuumheber transportiert Tunnelelemente in den Alpen

In den österreichischen Alpen sollten beim Bau von Wassertunneln schwere Betonschalen vom Lager- zum Montageort transportiert werden. Bisherige Methoden mit Schlingen oder auf dem Gabelstapler stellten Mitarbeiter der Gefahr von Verletzungen und das Material dem Risiko von Beschädigung aus. Eine bessere Lösung musste her.
Diese Anwendung stellte die erfahrenen AERO-LIFT Ingenieure vor einige Herausforderungen, denn die Physik setzt der Vakuumtechnik natürliche Grenzen. Also zuerst einmal zurück zu den Grundlagen.
Atmosphärendruck und Vakuum in den Bergen
Unsere Erde ist von einer mehrere Kilometer dicken Luftschicht umgeben, deren Gewicht als Luftmasse auf die Erdoberfläche drückt. Dieser Druck wird auch Atmosphärendruck genannt. Wird ein Unterdruck erzeugt, ist der atmosphärische Druck eine potenzielle Energiequelle. Und genau diese nutzen Vakuumhebegeräte. Durch einen hohen Differenzdruck wird das Transportstück durch den atmosphärischen Druck gegen die Saugplatte gedrückt und bleibt am Gerät „kleben“.
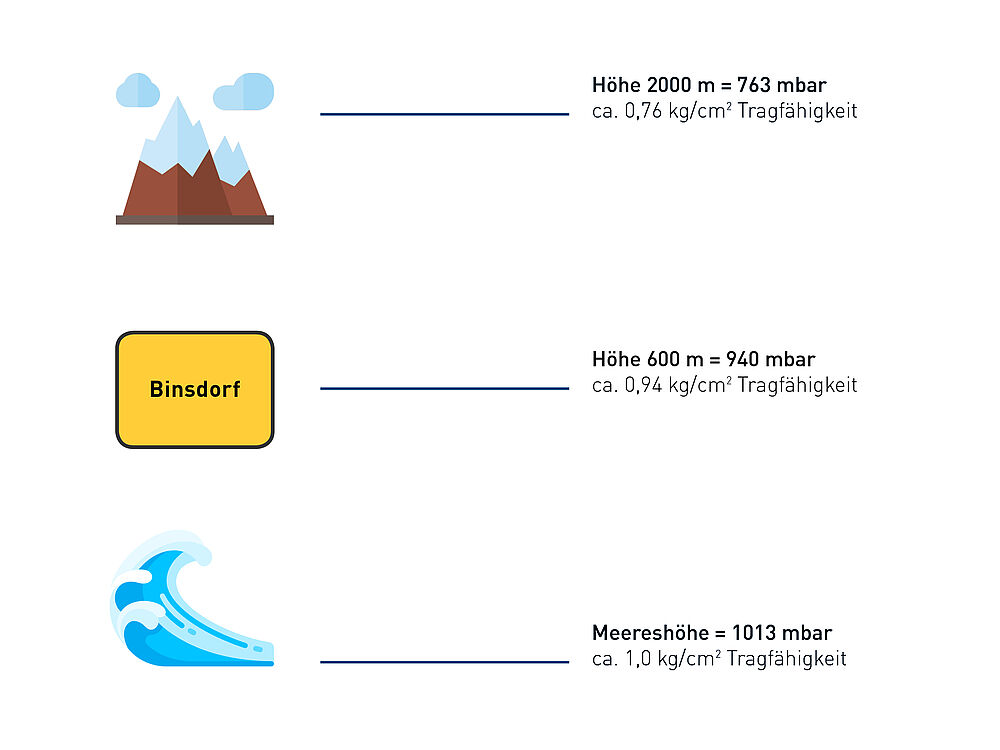
Erfahrene Wanderer wissen, dass die Luft immer dünner wird, je näher man der Spitze des Berges kommt. In die Welt des Vakuums übertragen bedeutet dies, dass der atomsphärische Druck mit Zunahme der Höhe sinkt. Das Schaubild verdeutlich: Auf Meereshöhe beträgt der Atmosphärendruck 1013 mbar. Ab 2000 m sinkt dieser auf 736 mbar. Welche Auswirkungen hat das auf einen Vakuumheber? Der maximale Differenzdruck sinkt. Dadurch muss ein höherer Unterdruck generiert werden, um auf das gleiche Vakuumlevel zu kommen. Schlussfolgernd bedeutet das, dass die maximal erreichbare Haltekraft der Vakuumsauger in den Bergen deutlich sinkt: bis zu 1,23 % pro 100m Höhe!
Diese Umstände erforderten bei der Konstruktion des Gerätes andere Berechnungswerte als Grundlage. Dementsprechend wurden mehr Sicherheits-Elemente eingebaut eine besonders leistungsstarke Vakuumpumpen gewählt.
Die Auswahl der richtigen Komponenten

Doch nicht nur die Höhe des Einsatzortes ist eine komplizierte Aufgabe – auch die unvorhersehbaren und rauen Bedingungen in den Bergen verlangen nach einer durchdachten Auswahl der Vakuumkomponenten. So mussten robuste Dichtungen verbaut werden, die extremen Witterungen wie Kälte, Regen, Schnee als auch Sonnenstrahlen und Hitze Widerstand halten.
Die Haupt- und Quertraversen wurden aus feuerverzinktem Stahl gefertigt, damit sie dauerhaft korrosionsgeschützt sind. Der großzügig ausgelegte Vakuumspeicher mit Rückschlagventil und Sicherheits-Handschiebeventil sorgte zusätzlich für hohe Sicherheit beim Handling des Transportguts auf der Baustelle.
Gleichzeitig sollte das Material der Sauger relativ elastisch sein, um sich der unebenen Oberflächenbeschaff des Betons bestens anzupassen. Um die gebogene Form der Elemente greifen zu können, wurden die Saugplatten samt Traversen in einem entsprechenden Winkel montiert.
Spezialkonstruktion erfüllte alle Anforderungen
Nachdem das Transportgut sicher angesaugt war, wurde der Vakuumheber samt Material an einem Gabelstapler angebracht und in den Tunnel zum Montageort transportiert. Diese einzigartige Lösung meisterte also alle Herausforderungen mit Bravur: Das Material wurde schonend transportiert und das Verletzungsrisiko der Mitarbeiter wurde maßgebend reduziert. Zudem erfolgte das Verlegen der Betonteile mit einer höheren Präzision und sorgte für eine enorme Zeitersparnis.


Sie haben einen ähnlichen Anwendungsfall?
Wir beraten Sie gerne persönlich, um Ihre individuelle Sonderlösung zu finden.
Jetzt Rückruf anfordern oder Direkt Angebot anfragen